| Issue |
Dairy Sci. Technol.
Volume 90, Number 2-3, March–June 2010
Special Issue: Selected papers from 4th International Symposium on Spray Dried Dairy Products, 15-17th April 2009, Melbourne, Australia |
|
|---|---|---|
| Page(s) | 137 - 146 | |
| DOI | https://doi.org/10.1051/dst/2009037 | |
| Published online | 10 November 2009 | |
Review
Functional properties of milk constituents: Application for microencapsulation of oils in spray-dried emulsions – A minireview
乳成分的功能特性——在油脂乳浊液喷雾干燥中的应用
Propriétés fonctionnelles des constituants du lait : applications à la microencapsulation d’huile dans des émulsions séchées par atomisation
CSIRO Preventative Health Flagship Food and Nutritional Sciences, Sneydes Road, Werribee, VIC 3030, Australia
* Corresponding author (通讯作者): This email address is being protected from spambots. You need JavaScript enabled to view it.
Received:
10
June
2009
Revised:
18
August
2009
Accepted:
31
August
2009
Abstract
Microencapsulation is the entrapment of a component (i.e. the ‘core’) within a secondary material (encapsulant matrix). Encapsulation isolates the core from its environment until its release in response to an external stimulus or trigger. It protects the core against degradation during storage and against stresses that are encountered during processing. Encapsulation can be used to prevent/decrease the oral release of components that have undesirable taste properties and it has the potential to enable the targeted delivery of bioactives within the gastrointestinal tract. Food-grade cores and encapsulant matrices are desired for designing encapsulated ingredients that are intended for incorporation into food products. Milk constituents are widely used as encapsulant matrices because they possess many of the properties that are required to make encapsulated ingredients functional. This includes their ability to build viscosity, gel and emulsify. This paper discusses the functional properties of milk constituents that are capitalised upon in the design of ingredients that contain encapsulated components. Selected examples of the application of milk constituents for the encapsulation of oils are used to demonstrate (a) the effect of the type of milk protein that is used alone or in combination with other matrix constituents on encapsulation efficiency and (b) glycation to modify the functionality of milk proteins for encapsulating oils.
摘要
微胶囊技术是指将某一目的物(芯或内相)用一种或多种材料(壁或外相)完全包覆起来,微胶囊将目的物与环境分离,然后逐渐地通过某些外部刺激或缓释作用使目的物的功能再次在外部呈现出来。微胶囊在贮藏过程中可以防止内相物质的降解,在加工过程中可以防止挤压等作用力对内相物质的影响。微胶囊可以用来阻止或降低食物中不愉快的味道在口腔中的释放,可以使生物活性物质在肠道中定点释放。在食品加工中要求微胶囊的芯材和壁材都是食品级的。由于乳成分具有粘滞性、凝胶性和乳化性等特性,乳成分被广泛地用作微胶囊的壁材。本文以油脂为芯材,探讨了乳成分作为微胶囊壁材的特性。并研究了(a) 单一种乳蛋白或者乳蛋白与其他壁材混合对油脂的包埋效果;(b) 采用甘油来调整乳蛋白-油脂微胶囊的功能特性。
Résumé
La microencapsulation consiste à piéger un composant (c’est-à-dire le « noyau ») à l’intérieur d’un matériel secondaire (matrice encapsulante). L’encapsulation isole le noyau de son environnement jusqu’à son relargage en réponse à un stimulus externe ou déclencheur. Elle protège le noyau contre les dégradations au cours du stockage ou contre les stress rencontrés au cours de la fabrication. L’encapsulation peut être utilisée pour prévenir/diminuer le relargage oral de composés qui ont des goûts indésirables et elle permet de transporter des composés bioactifs à l’intérieur du tractus gastrointestinal. Des noyaux et matrices encapsulantes alimentaires sont recherchés pour concevoir des ingrédients encapsulés destinés à l’incorporation dans des produits alimentaires. Les constituants du lait sont largement utilisés comme matrices encapsulantes parce qu’ils possèdent nombre des propriétés nécessaires à la fabrication d’ingrédients fonctionnels encapsulés, comme leur capacité à produire viscosité, gel et émulsion. Cet article examine les propriétés fonctionnelles des constituants du lait utilisables dans la conception d’ingrédients contenant des composés encapsulés. Des exemples sélectionnés de l’application de constituants du lait pour l’encapsulation d’huiles sont présentés pour démontrer (a) l’effet du type de protéine laitière utilisée seule ou en combinaison avec d’autres constituants de matrice sur l’efficacité de l’encapsulation et (b) la modification par glycation des propriétés fonctionnelles des protéines laitières pour encapsuler les huiles.
Key words: emulsion / microencapsulation / spray drying / glycation
关键字 : 乳化 / 微胶囊 / 喷雾干燥 / 甘油
Mots clés : émulsion / microencapsulation / séchage par atomisation / glycation
© INRA, EDP Sciences, 2009
1. INTRODUCTION
Microencapsulation is the science and art of entrapping a component (i.e. core) within a secondary material (encapsulant matrix) and delivering them as microcapsules of less than a few microns. Microencapsulation is finding increasing application in the food industry as a means to protect sensitive components (e.g. omega-3 oils and vitamins) and to improve the handling and delivery of ingredients that contain encapsulated components in food product formulations. Encapsulation protects the core during production of the microcapsule, during the shelf-life of the ingredient containing the core and during the manufacturing process (when introduced into the food matrix). The technology can also be used to target release of the core in response to an appropriate trigger or stimulus. The development of microcapsules that will perform in their intended application requires integrating knowledge about the properties of the core, the encapsulant matrix, the interactions between the core and the matrix, and formulation and processing expertise [2, 12].
A wide range of food components have been encapsulated. They include flavouring agents (e.g. sweeteners, seasonings and spices), acids, bases and buffers (e.g. citric acid, lactic acid and sodium bicarbonate), lipids (e.g. fish oil, milkfat and vegetable oils), enzymes (e.g. proteases and lactase), microorganisms (e.g. probiotic bacteria), amino acids and peptides, vitamins, mineral salts, antioxidants and phytonutrients. The hydrophilic/hydrophobic properties of the core and its solubility in water/oil are important considerations when choosing appropriate encapsulant matrices. Other considerations include the trigger event for the release of the core. Depending on the application, the release of the core can occur (a) during processing, for example when leavening agents encapsulated in fats are incorporated into ready-to-bake dough products and released during the baking process; (b) during chewing, such as the release of a flavour encapsulated in matrices that are sensitive to shear or (c) when the matrix is exposed to conditions encountered within the gastrointestinal tract, such as the delivery of an encapsulated probiotic that resists stomach acids, but which is released in the intestine due to the action of digestive enzymes and bile acids [2, 12].
Spray drying is one of the most cost-effective methods that can be used to manufacture microcapsules [11]. The conversion of liquid encapsulation systems into a powder form provides convenience during handling, storage and transport. An added advantage of the spray-dried microcapsules compared to those in a liquid format is the longer shelf-life afforded by the matrix constituents that are in a glassy state. This is because in the glassy state, the mobility of low molecular weight molecules, such as water and oxygen, is arrested and this provides enhanced protection to sensitive components.
The protein, carbohydrate and lipid constituents (including minor lipids) of milk all possess functional properties that can be exploited for encapsulation. Milk constituents may be used alone as encapsulant matrices. However, they are often used in combination with other food-grade materials as this widens their food applications and allows more control over the release properties of the core. This paper covers the design of microcapsules that use milk constituents as encapsulant matrices, with a focus on dried systems, and discusses how their use has alleviated problems that are associated with incorporating sensitive components into manufactured food to achieve improved quality and sensory appeal. It explores the potential of milk constituents as encapsulant matrices for the targeted delivery of bioactives to the gastrointestinal tract.
2. MILK CONSTITUENTS THAT FUNCTION AS NATURAL ENCAPSULANT MATRICES IN DAIRY PRODUCTS
A range of milk constituents can be used to formulate microcapsules for food applications. The functional properties of the milkfat globule membrane (MFGM), proteins and lactose in milk make them suitable for use as encapsulant materials in microcapsule formulations.
The milkfat globule may be considered a natural microcapsule. The milkfat (i.e. core) is protected by the MFGM that has a cross-section of 10–20 nm. The MFGM is a complex membrane, comprising many constituents including polar lipids and proteins, that function as emulsifiers for milkfat and protect the fat globules from physical instability [6]. In the intact state, the MFGM also protects the milkfat from lipolysis. Agitation of milk, which enhances the adsorption of lipase at the oil-water interface, increases the susceptibility of milk to lipolysis [10].
The casein micelle has an inherent ability to carry calcium and phosphate and may be considered a natural nanocapsule. In this way, it functions as an ‘encapsulant’ matrix for calcium and phosphate. The calcium and phosphate carried by the casein micelle can be released by various triggers, including acidification and cooling [14]. Similarly, β-lactoglobulin, which belongs to the lipocalin protein family, is a natural carrier for hydrophobic molecules [17]. Structural characterisation of β-lactoglobulin reveals the presence of a central calyx that serves as the ligand-binding site for long-chain fatty acids, retinol and steroids. The binding of the hydrophobic molecules is pH dependent, with binding being inhibited at low pH and enhanced as the pH is raised [17]. These examples demonstrate the ability of the milk proteins to carry molecules that specifically bind or interact with the proteins.
Full-cream milk and full-cream milk powders are examples of dairy products in which the milkfat is encapsulated by the non-fat constituents of milk. Full-cream milk is homogenised to increase the stability of the oil droplets against coalescence. In the case of full-cream milk powder, the milk is typically given a low-heat treatment prior to concentration, homogenisation and drying. Homogenisation increases the area of the oil-water interface and milk proteins are transferred to the interface during the process. The composition of the interface of the oil droplet after homogenisation is therefore different from that of the original MFGM found naturally in milk [15].
3. ENCAPSULATING PROPERTIES OF MILK CONSTITUENTS
In addition to functioning as natural encapsulant matrices in milk and other dairy products, milk constituents are useful as encapsulant matrices in a range of other food applications due to their inherent functional properties. They can also function as encapsulant matrices for a range of components other than oils. A number of reviews describe examples of milk constituents as encapsulant matrices for lipophilic bioactives, flavours, essential oils, probiotics and peptides; for example [1, 2, 11, 12].
The polar lipids in MFGM consist of phospho- and sphingolipids and the amphiphilicity of these molecules makes them natural emulsifiers in their own right. The MFGM phospholipids have a different composition to soy-derived phospholipids and these differences impact on the properties of the respective liposomes that are able to be manufactured. Liposomes prepared from MFGM phospholipids are more physically stable than those made from soy-derived phospholipids [19]. Liposomes can incorporate both hydrophobic and hydrophilic molecules and there is the potential to use the MFGM material to deliver a range of food components (e.g. flavours and bioactives).
The ability of milk proteins to gel enables them to entrap molecules within a gelled matrix and their amphiphilic properties make them suitable as interfacial material for encapsulating oils and hydrophobic components. In addition, when water is removed from protein-based formulations during spray drying or freeze drying, they are converted into an amorphous glassy state in which the entrapped components are immobilised and protected against degradation.
Lactose is a valuable encapsulant matrix and is particularly suited for applications in spray-dried encapsulated formulations. This is because of its bland flavour, the low viscosity of concentrated lactose solutions and its ability to form a glass when water is removed [20]. When used in combination with proteins for the preparation of spray-dried emulsions, lactose contributes to the stability of the matrix structure.
4. MILK CONSTITUENTS FOR MICROENCAPSULATION OF OILS
4.1. Effect of the type of milk protein used either alone or in combination with carbohydrates to microencapsulate oils
The milk proteins (i.e. casein(ate) and whey proteins) have been used alone or in combination with carbohydrates in the formulation of emulsions to produce ingredients that contain microencapsulated oil. Compared to whey protein, caseinate is more effective as an encapsulant matrix due to its superior emulsifying properties [20].
Both protein and carbohydrate can influence encapsulation efficiency, depending on the formulation. Increasing the protein concentration is expected to have beneficial effects when the amount of surfactant is limiting, as has been observed with an increase in the sodium caseinate (NaCas)/glucose syrup (DE28) ratio from 1:4 to 1:49 for the production of powders containing 50% fat [13]. A mixture of whey protein isolate and additional lactose improves the encapsulation efficiency of whey protein isolate in the production of powders with anhydrous milkfat, as measured by the solvent extractable fat [21]. The surface coverage of fat, estimated by electron spectroscopy for chemical analysis, was also decreased for dried caseinate-stabilised soybean oil emulsions in the presence of lactose, but fat encapsulation was not improved when whey protein was used in place of sodium caseinate [9].
We have compared the spray-dried canola oil emulsions that were formulated with NaCas or whey protein concentrate (WPC80) in combination with sucrose or N-Lok (an emulsifying starch) and examined the effects of % total solids of the emulsions that were fed into the dryer on the encapsulation efficiency. The solvent-extractable fat significantly increased with an increase in oil load from 20% to 60% and was affected by the type of milk protein (Tab. I). NaCas was a better encapsulant matrix compared to WPC80 when used in combination with either sucrose or N-Lok. The use of the different carbohydrates also significantly affected the encapsulation efficiency, with higher encapsulation efficiencies obtained with sucrose in combination with either milk protein compared to when the carbohydrate was N-Lok. In the production of spray-dried powders, it is desirable to spray dry formulations with the highest total solids achievable. This reduces the drying cost and also results in a powder with desirable bulk density and particle size. Figure 1 shows that when the total solids of the emulsion were increased from 30% to 40%, prior to drying, a significant reduction in the encapsulation efficiency occurred. Hence, a balance needs to be established which considers the cost of the process against the functionality of the ingredient that contains the core.
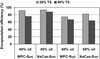 |
Figure 1. Encapsulation efficiency of canola oil powders with 40% or 60% oil loading (oil:protein ratios of 3.3 and 7.5 w/w, respectively), prepared from emulsions with different total solids (30% TS light grey and 40% TS dark grey) prior to drying. The encapsulant was a blend of whey protein concentrate (WPC) or sodium caseinate (NaCas) and sucrose (Suc) (protein:carbohydrate ratio of 1:3.5 w/w). See footnotes for Table I for details on the preparation and drying of emulsions. Each data point is an average of duplicate measurements. Effect of total solids on encapsulation efficiency is significant at P < 0.05. |
Solvent-extractable fat and encapsulation efficiency of canola oil powders with different oil loading (protein:carbohydrate ratio of 1:3.5 w/w; total solids of emulsions prior to drying = 30%).
The effect of carbohydrate on the drying characteristics (i.e. ease of drying and powder recovery) of microcapsules also requires consideration. Our studies that involved the pilot-scale production of powders containing microencapsulated canola oil have shown that formulations containing glucose syrup (DE24) as the carbohydrate carrier in combination with WPC80 were easier to dry and had higher powder recoveries compared to formulations containing WPC80 and sucrose. The improved drying characteristics of WPC80/DE24 are due to the higher glass transition temperature of the glucose syrup leading to high powder recovery in formulations containing DE24. Powder structure was investigated using scanning electron microscopy (SEM). Figure 2 shows the micrograph of the powders using WPC80 in combination with DE24 or sucrose as encapsulant matrices. There was no evidence of clumping in the formulations containing DE24 and this explains why these powders were observed to be free-flowing and easier to handle than those containing sucrose. In contrast, when WPC80 was combined with sucrose, the powder particles showed signs of clumping and sticking, which accounts for their lower powder recovery from the dryer. The powders containing sucrose were more hygroscopic and difficult to handle. Formulations containing WPC80 and sucrose had higher encapsulation efficiencies than those containing WPC80/DE24. The higher encapsulation efficiency of powders formulated with WPC80 and sucrose compared to that of the WPC80/DE24 powders is in line with the observations of others who obtained a higher encapsulation efficiency in spray-dried emulsions stabilised by NaCas in combination with the increased dextrose equivalent of the carbohydrates [13, 16].
 |
Figure 2. SEM micrograph of powders (40% canola oil) encapsulated with a blend of (a) whey protein concentrate (WPC80) and glucose syrup (DE24) and (b) WPC80 and sucrose. Protein:carbohydrate ratio of 1:3.5 w/w. Powder was spray dried from emulsion with 40% total solids. See footnotes for Table I for details on the preparation and drying of emulsions. |
4.2. Glycation of milk proteins to modify the functionality of dairy-based ingredients that contain microencapsulated oil
Modification of proteins can be carried out by various physical, chemical and enzymatic processes. Modification by one or a combination of methods has the capacity to change the functionality of milk proteins by altering their ability to bind water, gel and stabilise interfaces [4]. As the functionality of a protein dictates how it performs when used in an application, the encapsulation properties of proteins will also be altered. There has been interest in the use of the natural cross-linking reaction (Maillard reaction/glycation) between proteins and reducing sugars for the modification of milk protein functionality. The Maillard reaction in both the dry and solution states has been used to modify proteins. Improved emulsifying properties were obtained using the dry reaction between milk protein and pectin [8] and the Maillard reaction in the aqueous state has been used to protect microencapsulated oils against oxidation [3].
Maillard reaction products were used to protect encapsulated fish oil against oxidation in the production of oil-supplemented powders [3]. Powders containing 50% microencapsulated fish oil were protected by the Maillard reaction products that had been produced by heating an aqueous mixture of NaCas, glucose and dried glucose syrup prior to emulsification of the oil and spray drying of the emulsions. These powders had low levels of solvent-extractable fat (0.5–1.5% powder and 1–3% total fat in powder) and the oxidative stability of the powder containing microencapsulated fish oil was increased when the extent of the Maillard reaction was increased [3]. In contrast, when the Maillard reaction was carried out in a dry state with a blend of NaCas and either glucose syrup or glucose as the encapsulant matrices there was no effect on the oxidative stability of the fish oil [7]. Glycation proceeds to different extents on heating in the dry versus wet state and the composition of the Maillard reaction products formed is also affected by the reaction conditions. In the dry state, there is a greater extent of glycation, but the formation of redox-active species is limited compared to when the reaction is carried out in the aqueous state [7]. In addition, when proteins are exposed to high temperatures in the aqueous state they can undergo hydrolysis and polymerisation reactions. Therefore, the encapsulant matrix that is produced from the wet and dry glycation reactions will contain different molecular species and this will result in Maillard reaction products displaying different encapsulating properties. This demonstrates the importance of considering the pre-processing conditions that are used to modify proteins prior to using them as part of the encapsulant matrix.
Glycation of milk proteins has the potential to alter the way bioactives are delivered to the gastrointestinal tract. This appears to be particularly the case when the whey protein isolate is glycated in an aqueous environment. The structure of the whey protein is modified due to the combined effects of the unfolding of the whey protein above its denaturation temperature and to its conjugation with a reducing sugar. Conjugation of β-lactoglobulin with reducing sugars can cause structural changes to the protein and increase its susceptibility to proteolysis [5]. This modification to whey protein affected the delivery properties of the microcapsules in an in vitro model digestion system [18]. After sequential exposure to simulated gastric and intestinal fluids, the amount of oil released from powders containing microencapsulated fish oil was much higher from microcapsules formulated with whey protein isolate glycated by dried glucose syrup and glucose than those formulated with physical blends (i.e. non-glycated) of these components [18]. However, this was not the case when caseinate was used in place of the whey protein isolate [18]. This demonstrates that the inherent structure of the protein and its susceptibility to altered conformation is a factor that needs to be considered when using various proteins for encapsulation. Further trials are required to determine the effectiveness of proteins for site-specific delivery and to ascertain their performance in vivo.
5. CONCLUSION
Milk constituents are highly functional and versatile ingredients in the food industry. They have proven to be an excellent choice in the design and manufacture of value-added ingredients such as dried emulsion and emulsion-based systems. Lactose is a valuable component of encapsulant matrices due to its ability to provide structural stability to the matrix. Liposomes prepared from MFGM-derived phospholipids have excellent physical stability and their potential to deliver a range of hydrophilic and hydrophobic cores warrants further studies. The excellent emulsifying and film-forming properties of milk proteins have been capitalised on to produce microcapsules with high oil encapsulation efficiencies that protect the oil against oxidation during production and storage of the microcapsules and on incorporation of the microcapsules into the food matrix. They also enable the production of free-flowing powders that can be readily incorporated into dry food formulations. The functional properties of milk proteins can be further improved by glycation or novel functionalities introduced. The increased antioxidant activity of glycated caseinate improves its ability to protect microencapsulated oils against oxidation.
In addition to their recognised functional role in the area of microencapsulation, the potential of encapsulant matrices that contain milk constituents to enable targeted site-specific delivery in vivo highlights their prospective role in the therapeutic application of microencapsulated food components.
Acknowledgments
We acknowledge the assistance of J. Fly, H. French and M. Prica in the production and analysis of emulsions and canola oil powders, and C. Margetts for her valuable comments.
References
- Augustin M.A., The role of encapsulation in the development of functional dairy foods, Aust. J. Dairy Technol. 58 (2003) 156–160. [Google Scholar]
- Augustin M.A., Hemar Y., Nano- and micro-structured assemblies for encapsulation of food ingredients, Chem. Soc. Rev. 38 (2009) 902–912. [CrossRef] [PubMed] [Google Scholar]
- Augustin M.A., Sanguansri L., Bode O., Maillard reaction products as encapsulants for fish oil powders, J. Food Sci. 71 (2006) E25–E32. [CrossRef] [Google Scholar]
- Augustin M.A., Udabage P., Influence of processing on functionality and milk and dairy proteins, Adv. Food Sci. Nutr. 53 (2007) 1–38. [CrossRef] [Google Scholar]
- Chevalier F., Chobert J.-M., Dalgarrondo M., Choiset Y., Haertlé T., Maillard glycation of β-lactoglobulin induces conformational changes, Nahrung 46 (2002) 58–63. [CrossRef] [PubMed] [Google Scholar]
- Dewettinck K., Rombaut R., Thienpont N., Thien Trung Le, Messens K., Van Camp J., Nutritional and technological aspects of milk fat globule membrane material, Int. Dairy J. 18 (2008) 436–457. [CrossRef] [Google Scholar]
- Drusch S., Berg S., Scampicchio M., Serfert Y., Somoza V., Mannino S., Schwarz K., Role of glycated caseinate in stabilisation of microencapsulated lipophilic functional ingredients, Food Hydrocoll. 23 (2009) 942–948. [CrossRef] [Google Scholar]
- Einhorn-Stoll U., Ulbrich M., Server S., Kunzek H., Formation of milk protein-pectin conjugates with improved emulsifying properties by controlled dry heating, Food Hydrocoll. 19 (2005) 329–340. [CrossRef] [Google Scholar]
- Fäldt P., Bergenståhl B., Spray-dried whey protein/lactose/soybean oil emulsions. 1. Surface composition and particle structure, Food Hydrocoll. 10 (1996) 421–429. [CrossRef] [Google Scholar]
- Fitz-Gerald C.H., Milk lipase activation by agitation – influence of temperature, Aust. J. Dairy Technol. 29 (1974) 28–32. [Google Scholar]
- Gharasallaoui A., Roudaut G., Chabmin O., Voilley A., Saurel R., Applications of spray-drying in microencapsulation of food ingredients: an overview, Food Res. Int. 40 (2007) 1107–1121. [CrossRef] [Google Scholar]
- Gouin S., Microencapsulation: industrial appraisal of existing technologies and trends, Trends Food Sci. Technol. 15 (2004) 330–347. [Google Scholar]
- Hogan S.A., McNamee B.F., O’Riordan E.D., O’Sullivan M., Emulsification and microencapsulation properties of sodium caseinate/carbohydrate blends, Int. Dairy J. 11 (2001) 137–144. [CrossRef] [Google Scholar]
- Holt C., Structure and properties of bovine casein micelles, Adv. Protein Chem. 43 (1992) 63–151. [CrossRef] [PubMed] [Google Scholar]
- Huppertz T., Kelly A.L., Physical chemistry of milk fat globules, in: Fox P.F., McSweeney P.L.H. (Eds.), Advanced Dairy Chemistry, 3rd edn., Springer, New York, USA, 2006, pp. 173–212. [Google Scholar]
- Kagami Y., Sugimura S., Fujishima N., Matsuda K., Kometani T., Matsumura Y., Oxidative stability, structure, and physical characteristics of microcapsules formed by spray drying of fish oil with protein and dextrin wall materials, J. Food Sci. 68 (2003) 2248–2255. [CrossRef] [Google Scholar]
- Kontopidis G., Holt C., Sawyer L., Invited review: beta-lactoglobulin: binding properties, structure, and function, J. Dairy Sci. 87 (2004) 785–796. [CrossRef] [PubMed] [Google Scholar]
- Kosaraju S.L., Weerakkody R., Augustin M.A., In-vitro evaluation of hydrocolloid-based encapsulated fish oil, Food Hydrocoll. 23 (2009) 1413–1419. [CrossRef] [Google Scholar]
- Thompson A.K., Haisman D., Singh H., Physical stability of liposomes prepared from milk fat globule membrane and soy phospholipids, J. Agric. Food Chem. 54 (2006) 6390–6397. [CrossRef] [PubMed] [Google Scholar]
- Vega C., Roos Y.H., Spray-dried dairy and dairy-like emulsions – compositional considerations, J. Dairy Sci. 89 (2006) 383–401. [CrossRef] [PubMed] [Google Scholar]
- Young S.L., Sarda X., Rosenberg M., Microencapsulating properties of whey proteins. 2. Combinations of whey proteins with carbohydrates, J. Dairy Sci. 76 (1993) 2878–2885. [CrossRef] [Google Scholar]
All Tables
Solvent-extractable fat and encapsulation efficiency of canola oil powders with different oil loading (protein:carbohydrate ratio of 1:3.5 w/w; total solids of emulsions prior to drying = 30%).
All Figures
|
Figure 1. Encapsulation efficiency of canola oil powders with 40% or 60% oil loading (oil:protein ratios of 3.3 and 7.5 w/w, respectively), prepared from emulsions with different total solids (30% TS light grey and 40% TS dark grey) prior to drying. The encapsulant was a blend of whey protein concentrate (WPC) or sodium caseinate (NaCas) and sucrose (Suc) (protein:carbohydrate ratio of 1:3.5 w/w). See footnotes for Table I for details on the preparation and drying of emulsions. Each data point is an average of duplicate measurements. Effect of total solids on encapsulation efficiency is significant at P < 0.05. |
| In the text | |
|
Figure 2. SEM micrograph of powders (40% canola oil) encapsulated with a blend of (a) whey protein concentrate (WPC80) and glucose syrup (DE24) and (b) WPC80 and sucrose. Protein:carbohydrate ratio of 1:3.5 w/w. Powder was spray dried from emulsion with 40% total solids. See footnotes for Table I for details on the preparation and drying of emulsions. |
| In the text | |